Литье в силикон. Литье в силиконовую форму с механическим давлением
Технология литья фигур из легкоплавких сплавов, которую мы используем в течение последних трех лет, мало отличается от подробно описанных на этом сайте технологий литья в силиконовые формы. Ну разве что способом создания давления (Aml-технология O). Но поскольку технология возникла не в результате прочтения чужих статей, а на основе собственного опыта, проб и ошибок, считаем возможным изложить ее полностью. Думаем, что тогда статья будет интересна и новичкам, и тем, кто уже имеет опыт литья.
Копируемыми прототипами у нас были полистироловые и полиэтиленовые фигурки из серийно выпускаемых наборов масштабных моделей. Поэтому некоторые особенности технологии (в частности, изготовление литников и выпоров) адаптирована именно под пластмассу. Для других материалов прототипа придется использовать иные клеящие составы. Можно порекомендовать клей для потолочной полистироловой плитки (Деколеп, Титан и т.п.) – держит умеренно надежно, а потом удаляется без следов.
Общие моменты.
Для литья фигур мы используем стандартные двухслойные одноразъемные формы. Наружная – из гипса, внутренняя - из силиконового герметика. Герметик самый обычный, строительный, KimTec Silicon 101E. Желательно – прозрачный (легче бороться с пузырями). Как показала практика, его жаропрочности вполне хватает на несколько десятков отливок. Максимум, что может быть из неприятностей – это первая испеченная отливка. Скорее всего, при этом выжигаются оставшиеся летучие компоненты, форма слегка дымит. Но уже со второй отливки – все нормально.
Подготовка прототипа
для изготовления формы.

Доработка прототипа заключается в подклейке к нему литника и выпоров. Материал для литника и основного выпора может быть самый разный. Это зависит в основном от материала прототипа (точнее, от возможности его подклейки к материалу прототипа). Мы использовали полистироловые фигурки, поэтому и литники делали из полистирола. Это стержни диаметром около 3мм, длиной 30-40 мм. Отрезались от рамок (литников), на которых расположены детали фигурок в наборах масштабных моделей. Выпор можно делать короче (10мм) Одновременно литник является «ручкой», за которую можно держать модель при обмазке ее силиконом.
Литник клеится к подставке (если она есть) в области одной из ног, либо непосредственно к ноге (если нет подставки). Основной выпор - соответственно к другой ноге или к подставке в области ноги. При заливке металл будет поступать по ноге внутрь формы, а воздух - выходить по второй ноге в выпор.
Прототип располагается при заливке ногами вверх. Такое положение обусловлено тем, что в нижней части формы создается максимальное естественное давление за счет собственного веса металла. Соответственно, проработка деталей в этой части формы потенциально должна быть лучше. Кроме того, там не могут скопиться пузырьки и вероятность дефектов мала. А некоторые дефекты в области ног и на подставке – менее значительны с точки зрения восприятия фигуры. К тому же дефект на ноге легче поправить, чем на лице. Кроме того, в нижней части фигуры, как правило, меньше мелких деталей.
Дополнительные выпоры.

Кроме основного к прототипу нужно прикрепить еще и дополнительные выпоры, которые обеспечат отток воздуха из выступавших деталей и различных пазух. Проще всего их делать из толстой капроновой нити, диаметром 0,5-0,7 мм, пропитанной растворенном в бутилацетате полистиролом. После высыхания получается гибкая «проволочка», которую легко приклеить к полистироловым деталям и невозможно сломать. Ее можно рекомендовать и для изготовления выпоров для фигурок из иных материалов (только клеить трудней). Кусочки такой нити клеятся в местах возможного скопления пузырьков воздуха.
В принципе, дополнительные выпоры можно сделать и потом, прожигая раскаленной проволочкой дыры в уже готовой силиконовой форме. Но часто попасть в нужное место бывает трудно.
Дополнительные выпоры обязательно следует делать во всех сильно выступающих частях модели. Клеются дополнительные выпоры так, чтобы обеспечить отток воздуха (т.е. в сторону ног прототипа). Иногда они необходимы и на не сильно выступающих деталях (бинокль на груди, фляжка, кобура, козырек фуражки). Если фигурка с оружием – нужны несколько выпоров от выступающих частей оружия.
Обязательно нужно делать выпоры от предметов в руках прототипа (бинокль, перчатки, сигарета и т.п.). Стоит обратить внимание на подставку. Она плоская и здесь повышенная вероятность образования пузырей и непроливов. Поэтому подставка может потребовать изготовления нескольких выпоров (их можно сделать уже потом, на готовой форме по результатам пробного литья). В принципе, выпоров много не бывает. И поскольку они тонкие, то качество поверхности отливки они не портят.
Разделительное покрытие.
Для того чтобы силикон не приклеился намертво к прототипу и выпорам, необходимо нанести разделительный слой. Это может быть тонкий слой воска, парафина или вазелина. Но наиболее целесообразно натереть прототип порошком графита. Правда, отмыть его потом будет непросто.
Изготовление силиконовой формы (кокона).
Силиконовая форма изготавливается последовательным нанесением слоев толщиной 1-2 мм. При изготовлении формы очень важно, чтобы на литьевой поверхности и вблизи нее не образовалось пузырьков или пустот. Если пузырек даже не на самой поверхности, а на расстоянии до 1мм от нее, то при нагреве он расширится, прорвет перемычку, и в него будет затекать металл. Поэтому нанесение первых слоев требует предельной аккуратности и внимательности. Именно от первого слоя в основном зависит качество формы. Чтобы видеть наличие пузырей и удалять их, желательно использовать прозрачный герметик.
Силиконовый герметик из большого строительного шприца следует перекачать в маленький медицинский. Надо стремиться, чтобы при этом не образовалось пузырей. Потом из медицинского шприца герметик тонким слоем выдавливается на поверхность прототипа и зубочисткой или иглой тщательно заполняются все полости. Образовавшиеся пузырьки прокалывают или выгоняют на поверхность. Первые два слоя не должны быть толстыми (не более 1мм). В таком слое меньше вероятность образования пузырей, он быстрее полимеризуется, меньше возникает внутренних напряжений, ведущих к деформации формы.
Когда первый слой начнет полимеризоваться (а начинается это с поверхности), можно немного утрамбовать его маленькой лопаточкой, смоченной водой (чтобы не прилипала). Внутри силикон еще жидкий и похлопывание лопаточкой загонит его во все труднодоступные места, пропущенные при намазке. Также выйдут на поверхность пропущенные пузыри. Их надо будет проткнуть иголочкой.
После полимеризации первого слоя нужно нанести второй. Наружные слои могут быть толще (но не более 3мм) и выполняться не так аккуратно. Общая толщина оболочки формы 5-7мм. Больше тоже не стоит – возможны деформации. Постепенно фигурка должна приобрести форму округлого кокона, чтобы его было легко достать из наружной гипсовой формы. После полимеризации дополнительные выпоры обрезают, так чтобы они выступали над поверхностью силикона на 1-2 мм.
Силикон для изготовления «больших» форм (1:35) используется неразбавленный. Эксперименты с его разбавлением дали неудовлетворительные результаты. Пузырьки при этом выгонять легче, но зато при высыхании и полимеризации возможно образование пустот, которые расширяются при литье. Видимо растворитель не улетучивается полностью из толстых слоев и потом испаряется при нагреве, портя форму. А вот для мелких деталей (оружие, амуниция) используются именно разбавленный силикон. Разбавляется герметик очищенным бензином («Калоша»).
Гипсовая форма.
Лить сразу в силиконовую форму неудобно. И еще более неудобно создавать в ней дополнительное давление. Поэтому силиконовый кокон помещают во внешнюю массивную гипсовую форму.
Гипсовая форма самая простая - одноразъемная. Отливается в коробочку, сделанную из фольгированного картона от коробок с соком.
Коробочка для гипсовой формы (опалубка).
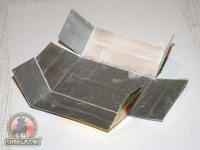
Коробки с соком изготовлены из достаточно прочного фольгированного картона, покрытого изнутри полиэтиленом (например, «Тонус»). Такой картон не размокает, к нему не прилипает гипс и он очень легко обрабатывается. Поверхность отливки получается очень гладкая и приятная на ощупь.
Сначала нужно сделать развертку коробки и вырезать ее из картона. Затем развертка с двух сторон скалывается степлером (концами скоб наружу), что позволяет ее легко разобрать, когда понадобится вынимать из нее гипсовую отливку. Ориентировочный размер полученной коробовки для фигурок масштаба 1:35 и более мелких – 90x60x60 мм. Получаемая отливка – 90x60x40 мм. Формы меньших размеров можно сломать, создавая давление механическим путем.
Отливка наружной гипсовой формы (гробика)
Для изготовления гипсовой отливки используется обычный строительный гипс, разведенный до консистенции густой сметаны.
Возможны две разновидности изготовления формы. Отличаются они способом изготовления литников. Более простой, когда в коробочку до половины наливается гипс, затем сверху кладется кокон и утапливается до плоскости литника и основного выпора. Когда гипс застынет, обрабатываются (выравниваются) края формы, вырезаются замки (3-4 конических углубления, глубина 5мм, наружный диаметр – 10мм). Затем поверхность гипса смазывается вазелином и заливается вторая воловина гипсовой формы.
После застывания гипса расцепляются скобки степлера, разбирается коробка и снимается с формы. После этого выравнивается верхняя плоскость (как правило, ножом). Гипс в первые несколько часов еще совсем мягкий и очень легко режется.
Затем разбирается гипсовая отливка на две половинки. Для этого иногда приходится аккуратно простучать маленьким молоточком по периметру стыка. В крайнем случае – аккуратно вскрывать форму клинышком (отверткой) по периметру. Как показала практика, максимум, что можно повредить при самой грубой разборке – это замки. Но даже это непринципиально, поскольку очень высокой точности не требуется, и выравнивание половинок вполне успешно происходит за счет естественных неровностей стыка половинок формы.
После разборки гипсовой формы надо доработать литник. Его исходный диаметр – 3мм (диаметр пластиковой палочки). Его необходимо расширить. В гипсе вырезается цилиндр, длинной 30-40мм и диаметром 8-10 мм. Вблизи силиконовой формы он должен конусом сойтись до исходных 3мм в месте примыкания к силиконовому кокону. Высокая точность не обязательна, а свежий гипс режется легко. Поэтому изготовление литника занимает не более нескольких минут.
Цилиндрическая часть литника выполняет две функции. Во-первых, столб металла в ней создает дополнительное давление и способствует проработке деталей формы. Поэтому делать литник короче 30-40мм нецелесообразно. Однако, и слишком длинный тоже не слишком удобен – требуется намного больше металла для одной заливки, да и сама форма получается длинная – ее легче сломать при разборке. Тогда надо либо увеличивать длину стенок, либо дополнительно армировать гипсовые половинки.
Вторая функция цилиндрического литника – создание давления палочкой подходящего диаметра, которая будет перемещаться в литнике как поршень в цилиндре (об этом более подробно будет ниже).
Второй вариант изготовления литника. Пластмассовую палочку-литник, выходящую из кокона, отрезают, оставит 5-10 мм. Этот конец вставляют в отверстие в торце заготовки литника – круглой деревянной (в прочем, из любого материала) палочки с конусным концом. Конус – вершиной к форме, он должен практически вплотную примыкать к силиконовому кокону. Длина заготовки литника – не менее 30-40мм. Диаметр соответствует диаметру деревянной палочки-поршня, которой впоследствии будет создаваться давление.
Затем – аналогично первому варианту. Единственно, на что надо обратить внимание – чтобы линия стыка форм проходила посредине вдоль заготовки литника. А саму заготовку надо предварительно смазать парафином или вазелином.
Основной выпор.
Чтобы проще изготавливать гипсовую форму, основной выпор, выходящий из силиконового кокона, отрезается по уровню поверхности кокона. А потом в одной из половинок гипсовой формы вырезается канавка до поверхности. Диаметр – не более 3 мм. Аккуратность не обязательна, воздух себе путь найдет. Единственно, на что стоит обращать внимание, это на отсутствие отрицательных углов (т.е. канавка должна быть конусная в сечении).
Дополнительные выпоры.
На гипсовой форме остались следы (углубления) от дополнительных выпоров. Их можно немного удлинить, прорезав в гипсе небольшие канавки в сторону ног прототипа. В эти канавки будет выходить воздух. Выводить дополнительные выпоры наружу формы не обязательно. Воздух все равно находит себе путь через неплотности формы, а вот металл – нет. Он застывает сразу, как только соприкасается с гипсовыми стенками (ведь дополнительные выпоры в силиконовой форме очень тонкие). Эти канавки должны иметь гладкие стенки без отрицательных углов, иначе разбирать гипсовую форму после застывания отливки будет весьма проблематично
После этого гипсовую форму откладывают на просушку на 2-3 дня. Зимой можно на батарею. Попытки ускорить процесс просушки прожариванием в духовке или на открытом огне удовлетворительных результатов не дали. Форма становилась сухой, но хрупкой. Природу не обманешь. Реакция, приводящая к застыванию гипса, требует времени. Экономить тут не стоит – иначе платой будет восстановление разрушенной при литье формы.
Вскрытие силиконового кокона.

Пока сохнет гипс, возвращаемся к доработке силиконовой формы. По возможности удаляются дополнительные выпоры. Их расшатывают за кончик и аккуратно удаляют пинцетом. Если они крепко приклеены к прототипу – не беда, при снятии формы проскользнут внутрь.
Затем силиконовый кокон надо разрезать. Для этого используются специальные резаки. Самый удобный по форме напоминает серп (правда, его трудно изготавливать и затачивать). Он не повреждает прототип, поскольку режущая поверхность получается снаружи, а по поверхности прототипа скользит противоположная тупая кромка. Работа таким ножом напоминает вскрытие консервной банки. Только вместо нее – силиконовая оболочка.
Вообще-то многие рекомендуют форму разрезать не полностью, а оставлять неразрезанный участок. Так меньше стыков и точнее позиционирование. Но мы, как правило, разрезаем формы на две половинки. А частичную разрезку используем только при литье оружия и амуниции (мелких деталей).
Проверка и доработка литьевой поверхности.
После разрезания внутреннюю поверхность силиконовой формы надо тщательно проверить на наличие дефектов (пузырей, непролива). Если дефекты есть – их можно исправить. В пузыри тонкой иглой аккуратно закладывается капелька силикона (подходящая по объему или чуть-чуть больше). А потом в форму снова аккуратно вставляется прототип, кокон снаружи обматывается тонкими нитками и кладется в гипсовый гроб, который для надежности скрепляется банковской резинкой. Заполненный гроб откладывается на денек для полимеризации и высушивания. Дефект может быть полностью устранен – главное не переусердствовать с количеством силикона. Если его положить слишком много, то могут образоваться потеки, которые со временем оторвутся от формы (во время литья) и создадут в отливке очень неприятные каверны. Избавиться от этих лохмушек будет весьма непросто (придется либо аккуратно обрезать, либо смывать бензином). А так, в принципе, можно исправлять даже очень большие дефекты. Только делать это придется за несколько заходов.
К доработке силиконовой формы можно также отнести изготовление дополнительных выпоров, если пробные отливки показали стабильное образование непроливов (пустот) в одних и тех же местах. В таком месте формы надо прожечь выпор. Сделать это можно раскаленной до красна стальной или нихромовой проволочкой диаметром 0,6 – 0,8 мм. Само отверстие получается немного больше.
Покрытие графитом.

Очень важный момент – внутреннюю поверхность силиконовой формы необходимо покрыть графитом. Графитовое покрытие резко увеличивает смачиваемость формы металлом и без этого получение качественных отливок практически невозможно. Для приготовления графитового порошка используем художественные грифельные карандаши 8M. Они представляют из себя графитовые стержни диаметром 6мм без какой-либо оболочки. Приготавливать из них порошок можно потерев этот стержень о наждачную шкурку со среднем зерном.
Порошок графита наносится на форму и тщательно втирается в поверхность кистью с жестким ворсом (щетинной). После этого форма продувается от остатков графита резиновой грушей (можно дунуть и ртом, только отмываться потом долго).
Кстати, прототип (если не жалко) перед наложением силикона также можно натереть графитом. Это улучшит его отделение от формы (особенно справедливо для непластмассовых прототипов), а также графит впечатается в поверхность формы, что особенно актуально для труднодоступных деталей.
Для покрытия графитом труднодоступных деталей приходится делать дополнительные разрезы в силиконовой форме.
Сборка формы для литья.

Сначала собирают и тщательно подгоняют друг к другу половинки кокона. Потом кокон для фиксации можно обмотать нитками (не туго). Затем кокон помещают в одну из гипсовых половинок. Форма кокона сложная. Поэтому все неровности однозначно задают положение кокона и дополнительно его фиксируют. После этого накладывается вторая гипсовая половинка. Снаружи гипсовая форма обматывается пеньковой бечевкой (синтетической нельзя – пролившийся металл ее расплавит).
Для фиксации половинок формы можно использовать струбцину (через дощечки). Однако был печальный опыт, когда форма раскалывалась (видно, что-то попадало в зазор между половинками). Так что требуется определенная аккуратность и умеренность в усилиях.
Сплав.
Для литья можно использовать оловянно-свинцовый припой ПОС-40 (самые стабильные результаты), ПОССу-30, чистое олово. Во все сплавы добавляется немного сплава Розе. Исключение – игрушечные солдатики для детей. Их лучше лить из чистого олова (хотя это сложнее). Припой ПОС-60 для используемой технологии литься (точнее – способа создания давления) не подходит – результат получить можно, но он нестабилен. О причинах – чуть ниже.
Тигель.
В качестве тигля используется маленький стаканчик из нержавейки, с приклепанной к нему ручкой. Нержавейка – не случайно. Тонкий стальной стакан сплав со временем «проедает», так что стоит обратить на это внимание.
У стакана сделан маленький носик для удобства заливки в форму.

Заливка.

Количество металла, которого должно хватить для отливки (с запасом) помещается в тигель и плавится. Можно на обычной газовой плите (с включенной вытяжкой, естественно). Пары свинца, сурьмы и висмута здоровье совсем не укрепляют.
На одну форму масштаба 1:35 надо добавить 5-10 «бляшек» сплава Розе (сколько это в граммах – не знаю). Температура сплава подбирается экспериментально. С одной стороны, при заливке форма не должна дымить, а залитый металл «кипеть в ней. Если дымит/кипит – значит сплав перегрет. Силиконовая форма быстро разрушается, а выделяющиеся газы могут испортить отливку.
С другой стороны, сплав должен оставаться жидким в литнике формы еще секунд 5-10 после окончания заливки. Если меньше – сплав недогрет. Из формы не успеют выйти все пузырьки, сплав не затечет в мелкие детали. И нельзя успеть создать давление.
Пропечатка рельефа (давление)
Естественной силы тяжести часто недостаточно для получения четкого рельефа отливки. Для этого необходимо дополнительное давление. Как правило, для этой цели используют центрифугу, или крутят модель как пращу. Но и первое, и второе в домашних условиях может быть небезопасным. Однако давление можно создать гораздо проще – надавив в литник поршнем.

Как описано выше, гипсовая форма имеет достаточно длинный цилиндрический литник. Столб металла в нем уже создает дополнительное давление. Давление можно усилить, вставив в этот цилиндр поршень и надавив на него. Причем, поршень не обязательно должен быть точно подогнан к цилиндру. Это объясняется некоторыми особенностями оловянных сплавов. Дело в том, что и само олово, и большинство его сплавов не имеют четкой температуры кристаллизации. Кристаллизация происходит в широком диапазоне температур (несколько десятков градусов) и соответственно, неравномерно по объему. Это значит, что в определенный промежуток времени расплав представляет собой достаточно густую кашицу, которая не проскакивает в зазор между поршнем и стенками формы. А если и проскакивает – то создаваемого давления все равно должно хватать для пропечатки рельефа. Следует учесть, что кристаллизация начинается в литнике, поскольку здесь металл контактирует непосредственно с холодными стенками формы, а отливка – через силикон, который имеет меньшую теплопроводность, чем гипс. Поэтому «каша» образуется в литнике раньше, чем внутри. И именно в это момент надо надавить на поршень. Единственно за чем надо следить, это чтобы металл не выплеснулся через основной выпор. Поэтому его надо перед этим заткнуть (например, прикоснувшись мокрой тряпкой, чтобы металл в выпоре застыл). Правда, в большинства случаев, он успевает застыть естественным образом. Поэтому канал выпора надо делать достаточно тонким.
В действии это выглядит следующим образом. Сразу после заливки металла в форму берется поршень (цилиндрическая или слегка коническая дубовая палочка), и им постукивают по поверхности еще жидкого металла в литнике. Металл внутри формы приходит в движение (видно, как одновременно колышется столбик металла в выпоре). При этом выгоняются оставшиеся пузырьки из формы.
Затем, когда металл начинает густеть, затыкают основной выпор (или охлаждают металл в нем) и начинают периодически надавливать на поршень с определенным усилием. Но утапливать его глубоко не надо. А вот когда металл начинает твердеть и превращается густую кашу, усилие постепенно увеличивают и начинают утаптывать металл в литнике. В самом конце усилие может быть очень большим. Нужно нажать и держать. Под действием этого усилия металл в форме устремляется в дополнительные выпоры, вынося оставшиеся пузырьки, а образовавшееся давление пропечатывает рельеф. Держать поршень с усилием следует до окончательного застывания металла в литнике!
Припечатка дает очень интересные результаты – рельеф отливки ничуть не хуже рельефа прототипа и видны самые мелкие детали, даже царапины (пример – отливки оружия с мельчайшими деталями).
Теперь почему не подходит ПОС-60. Этот сплав имеет узкий диапазон температуры кристаллизации (не более 10 градусов). Поэтому переход этого сплава из жидкого состояния в твердое происходит практически мгновенно. «Каши», которую можно утрамбовать, не образуется. Поэтому давление необходимо создавать для жидкого состояния сплава. А для этого необходима либо центрифуга, либо точно подогнанный поршень. По-простому не получается. Хотя сам сплав очень интересен своей повышенной твердостью.
Извлечение из формы.
После затвердевания сплава в литнике еще нужно выждать не менее 5 минут для охлаждения отливки внутри. Если пытаться вынуть раньше – можно сломать отливку (проверено на собственном опыте) Сперва нужно развязать бечевку (или снять струбцину). Затем снять одну из половин гипсовой формы.
После этого отломать наплывы, вытекшие через дополнительные выпоры. Они легко отламываются легким покачиванием. В крайнем случае, их надо обрезать кусачками.
Затем надо снять половину силиконовой формы (если она полностью разрезная) и аккуратно извлечь отливку
Тянуть только за литник не следует – можно деформировать фигурку.
Если выпоры есть и в нижней половине силиконовой формы, то ее надо сначала полностью вынуть из гипсовой формы, обрезать (отломать) наплывы и только потом извлечь отливку.
Ну вот, собственно, и все. Остается только обрезать литник, выпоры и, возможно, облой.





Изготовление «малых» форм (оружие и амуниция).
Отливка малых форм для оружия, амуниции и других малых предметов принципиально ничем не отличается от вышеописанного. Также к прототипу подклеивается литник, основной выпор и несколько дополнительных. Особенность – обязательно нужно делать выпор от конца, противоположного тому, к которому приклеен литник. К каждой выступающей детали также клеится выпор.
Литник в месте контакта с прототипом достаточно тонкий (1-2 мм) Выпоры – стандартные (пропитанные полистиролом нити).
Для внутренних слоев силиконовой формы используется герметик, разведенный очищенным бензином до консистенции жидкой сметаны. Прототип просто окунается в разведенный силикон, потом лишнее стекает, а остальное полимеризуется. Пузырей при этом не образуется. Каждый слой выдерживается не менее суток для полного испарения бензина. Наружные слои можно делать обычным (неразведенным) герметиком.
Гипсовая форма тех же размеров, что и для масштаба 1:35. Только коконы надо располагать не вдоль, а поперек. И в одну гипсовую форму можно поместить три кокона.
Разрезать коконы надо не на две половинки, а лишь с одной стороны, чтобы ее можно было раскрыть как книжку.
Технология литья – точно такая же, как и для фигур 1:35. Материал – ПОС-40.
Как ни странно, но отлить мелкие предметы даже проще, чем крупные. Главное хорошо прографитить форму. Проблематично только отливка плоских предметов. Например, у саперной лопатки сложно проливается плоскость сумки (посредине дырка получается). Видимо, для таких отливок необходимо армирование формы, чтобы близкорасположенные параллельные стенки формы не схлопывались.




Окружающий нас мир состоит из деталей, большую часть из которых мы не замечем, пока они скромно выполняют свою функцию. Но как только какая-то из них ломается или приходит в негодность по иной причине, становится очевидной ее незаменимость.
Некоторые запчасти достать и заменить не так просто, например, пластиковые детали к , модель которого уже снята с производства. Еще хуже, если речь идет о серийной поломке, а предприятие, которое ранее выпускало необходимые запчасти, поменяло свой профиль. Что делать? Наладить собственное производство недостающих деталей! Благодаря этому можно решить собственную проблему и даже заработать.
Литье в силикон позволяет делать хрупкие пластмассовые шестеренки, застежки и другие подобные мелочи с минимальными затратами и практически без брака. Этот материал обладает рядом незаменимых качеств, в том числе гибкостью, прочностью, низкой адгезией (в твердом состоянии) с другими материалами. Он настолько прост в обращении, что литье в силиконовую форму можно освоить даже в домашних условиях. Однако для налаживания серийного производства, прежде всего, необходимо приобрести специальное оборудование для литья в силиконовые формы, а также для изготовления этих самих форм.
Наша компания готова предложить вам лучшее в соотношении «цена-качество» оборудование для литья силикона с гарантией и последующим техобслуживанием.
Помогаем наладить литье пластмасс в силиконовые формы
Для получения тонкостенных хрупких изделий, требующих особой осторожности, трудно найти , чем силикон. Формы из него получаются очень гибкими, поэтому, извлекая готовые изделия, можно не бояться повредить силиконовые лекала. Сделанные из качественного сырья, они могут использоваться десятки раз. Кроме того, литье пластмасс в силиконовые формы не требует больших временных затрат.
Для того, чтобы справляться с этой несложной, но ответственной задачей, нужно немного опыта. А еще, конечно же, потребуется для литья пластмасс в силиконовые формы. Приобрести его можно у нас, в том числе и высочайшего немецкого качества, к тому же по очень привлекательной и честной цене.
Мы не просто продаем оборудование, но также устанавливаем его и обучаем пользованию, а потом предоставляем техническое сопровождение. Цена наших услуг минимальна, а качество заслуживает доверия. Предлагаем освоить выгодное производство вместе с нами!
Литье пластика в силиконовые формы: работа без ошибок
Как и любое другое производство, литье пластика в силикон для получения тонкостенных и запчастей требует не только знания технологии. Качественное оборудование, которое работает точно, как часы, - это одна из составляющих успешной и прибыльной деятельности.
Работа подобных агрегатов в высокой степени автоматизирована. Так, рабочий только закладывает подготовленную на заказ форму в камеру и подсоединяет шланги подачи жидкого материала - все остальное выполняют машины, в том числе и в силиконовые формы в вакууме.
Только в условиях вакуума, то есть безвоздушного пространства, можно получить изделия желаемой крепости, поскольку содержание в исходном материале пузырьков воздуха существенно увеличивает их хрупкость.
В формовочном силиконе, в который заливают производственное сырье, также крайне нежелательна завоздушенность, которая ухудшает качество как самой формы, так и конечного продукта. Однако техника, которую мы предлагаем, исключает возникновение подобных проблем.
Литье по выплавляемым моделям (ЛВМ) - это промышленный процесс, который также называется литьем по восковым моделям или литьем в разрушаемую форму. Форма разрушается, когда изделие извлекается. Выплавляемые модели широко используются как в машиностроительном, так и в художественном литье.
Область применения
Особенности техпроцесса позволяют применять метод ЛВМ в широком диапазоне: от крупных предприятий до небольших мастерских. Также возможно литье по выплавляемым моделям в домашних условиях, в личных и коммерческих целях для изготовления детализированных фигурок, сувениров, игрушек, деталей конструкций, ювелирных изделий. В качестве наполнителя можно использовать практически все металлы:
- стали (легированные и углеродистые);
- цветные сплавы;
- чугун;
- сплавы, не поддающиеся мехобработке.
Впрочем, технология универсальна - вполне можно изготовить относительно крупные конструкции сложных форм. Для облегчения техпроцесса используют специализированное оборудование для литья по выплавляемым моделям и 3D-моделирование с помощью специализированных программ.
Литье в керамические формы
В зависимости от требований к изделиям используют различные, наиболее подходящие технологии. Точное литье по выплавляемым моделям (ТЛВМ) позволяет получать самые сложные по конфигурации отливки с высокой точностью, с минимальной толщиной стенок и шероховатостью поверхности. Для ТЛВМ восковая модель погружена в жидкую смесь на основе керамики. Керамическая смесь сохнет и формирует оболочку формы для литья. Этот процесс повторяется, пока желаемая толщина не будет достигнута. Затем воск удаляется в автоклаве. Однако этот метод характеризуется высокой стоимостью, продолжительностью технологического процесса, выделением вредных веществ в производственной зоне и загрязнением окружающей среды остатками керамических форм.
Литье в формы из ХТС
Во многих случаях при изготовлении поделок на дому к отливкам сложной конфигурации не предъявляется требование низкой шероховатости, а для ряда художественных отливок поверхность с равномерной шероховатостью не только допустима, но является дизайнерским решением. В этом случае целесообразно применять литье по выплавляемым моделям.
Технология, разработанная для изделий, не требующих гладких поверхностей, достаточно проста. Такую поверхность можно получить литьем в формы из холодно-твердеющих смесей (ХТС). Этот процесс значительно проще, дешевле и экологически чище.
Однако данный метод литья по выплавляемым моделям не позволяет получать сложные отливки с использованием выплавляемых моделей. Это объясняется тем, что при вытопке фигур значительная часть модельного состава остается в полости формы и может быть удалена только прокалкой. Прокалка, то есть нагрев до температуры воспламенения, модельного состава приводит к деструкции смоляного связующего вещества ХТС. При заливке металла в форму с остатками модельного состава происходит их сгорание, приводящее к выбросам металла из формы.
Использование жидкостекольных смесей
Нивелировать недостатки ХТС-технологии при изготовлении некоторых типов отливок позволяет литье по выплавляемым моделям в жидкостекольные смеси с жидким катализатором (ЖСС ЖК). Эти смеси с содержанием жидкого стекла в количестве 3-3,5 % и катализатора около 0,3 % от массы песчаной основы начали применяться за рубежом в начале 80-х и используются до сих пор. По данным исследований, эти смеси в отличие от ЖСС первого поколения отличаются экологической чистотой, хорошей выбиваемостью и незначительным пригаром на отливках.

Литье по выплавляемым моделям: технология
Процесс ЛВМ включает в себя операции подготовки модельных составов, изготовления моделей отливок и литниковых систем, отделки и контроля размеров моделей, дальнейшей сборки в блоки. Модели, как правило, изготавливают из материалов, представляющих собой многокомпонентные композиции, комбинации восков (парафино-стеариновая смесь, природные твердые воски и т.д.).
При изготовлении модельных составов используется до 90 % возврата, собираемого при выплавлении восковых моделей из форм. Возврат модельного состава следует не только освежать, но и периодически регенерировать.
Изготовление моделей состоит из шести этапов:
- подготовки пресс-формы;
- введения в ее полости модельного состава;
- выдержки модели до затвердевания;
- разборки формы и извлечения модели;
- охлаждения ее до комнатной температуры.
Особенности техпроцесса
Сущность ЛВМ заключается в том, что силиконовая или восковая модель выплавляется из заготовки путем нагревания, а освободившееся пространство заполняют металлом (сплавом). Техпроцесс имеет ряд особенностей:
- При изготовлении формовочной смеси широко используют суспензии, состоящие из огнеупорных мелкозернистых материалов, скрепляемых связующим раствором.
- Для заливки металлов (сплавов) применяют неразъемные формы, получаемые путем нанесения на модель огнеупорного покрытия, его сушки с дальнейшим вытапливанием модели и прокаливанием формы.
- Для отливок используются одноразовые модели, так как они разрушаются в процессе изготовления форм.
- Благодаря мелкозернистым огнеупорным пылевидным материалам обеспечивается достаточно высокое качество поверхности отливок.
Преимущества ЛВМ
Преимущества литья по выплавляемым моделям очевидны:
- Универсальность. Можно использовать любые металлы и сплавы для литья изделий.
- Получение конфигураций любой сложности.
- Высокая чистота поверхностей и точность изготовления. Это позволяет на 80-100 % сократить последующую дорогостоящую металлообработку.
Недостатки ЛВМ
Несмотря на удобство, универсальность и достойное качество изделий, не всегда целесообразно применять литье по выплавляемым моделям. Недостатки главным образом связаны со следующими факторами:
- Длительностью и сложностью техпроцесса производства отливок.
- Завышенной стоимостью формовочного материала.
- Большой нагрузкой на экологию.

Пример изготовления изделия на дому: подготовительный этап
Литье по выплавляемым моделям в домашних условиях не потребует глубоких знаний в металлургии. Для начала подготовим модель, которую хотим повторить в металле. В качестве макета сойдет готовое изделие. Также фигурку можно изготовить самостоятельно из глины, скульптурного пластилина, дерева, пластика и других плотных пластичных материалов.
Устанавливаем модель внутри скрепленной струбцинами либо кожухом разборной емкости. Удобно использовать прозрачную пластиковую коробку или специальную пресс-форму. Для заливки пресс-формы воспользуемся силиконом: он обеспечит отличную детализацию, проникая в мельчайшие трещинки, отверстия, впадины и формирует очень гладкую поверхность.

Второй этап: заливка силиконом
Если требуется точное литье по выплавляемым моделям, для изготовления формы без жидкой резины не обойтись. Силикон готовится по инструкции путем смешивания разных компонентов (как правило, двух) и последующего нагревания. Для удаления мельчайших пузырьков воздуха емкость с жидкой резиной целесообразно на 3-4 минуты поместить в специальный портативный вакуумный аппарат.
Заливаем готовую жидкую резину в емкость с моделью и повторно проводим вакуумирование. Для последующего затвердения силикона потребуется время (согласно инструкции). Используемые полупрозрачные материалы (емкостей и самого силикона) позволяют воочию наблюдать процесс формирования пресс-формы.
Извлекаем схватившуюся резину с моделью внутри из емкости. Для этого освобождаем струбцины (кожух) и отделяем две половинки коробки - силикон легко отходит от гладких стенок. Для полного застывания жидкой резины потребуется 40-60 минут.
Третий этап: изготовление восковой модели
Литье по выплавляемым моделям предполагает вытапливание плавкого материала и замещение образовавшегося пространства расплавленным металлом. Так как воск легко плавится, его и используем. То есть следующая задача - сделать восковую копию использованной первоначально модели. Для этого и потребовалось создание резиновой пресс-формы.
Аккуратно разрезаем силиконовую заготовку вдоль и достаем модель. Здесь есть небольшой секрет: чтобы впоследствии точно соединить форму, разрез рекомендуется делать не гладким, а зигзагообразный. Прикладываемые части формы не будут сдвигаться по плоскости.
Заполняем образовавшееся пространство в силиконовой пресс-форме жидким воском. Если изделие готовится для себя и не требует высокой точности сопряжения деталей, можно залить воск отдельно в каждую половину, а затем после застывания соединить две детали. Если необходимо точно повторить силуэт модели, резиновые половинки соединяются, закрепляются и в образовавшуюся пустоту с помощью инжектора закачивается горячий воск. Когда он заполнит все пространство и застынет, разбираем силиконовую пресс-форму, достаем восковую модель и подправляем изъяны. Она послужит прототипом для готового изделия из металла.

Четвертый этап: формование
Теперь необходимо сформировать с внешней поверхности восковой фигуры термостойкий прочный слой, который после вытапливания воска станет формой для металлического сплава. Выберем способ литья по выплавляемым моделям с использованием кристобалитовой смеси (модификация кварца).
Формируем модель в металлической цилиндрической опоке (приспособлении, удерживающем формовочную смесь при ее уплотнении). Устанавливаем в опоку припаянную модель с литниковой системой и заливаем смесь на основе кристобалита. Чтобы вытеснить воздушные карманы, помещаем в вибровакуумный аппарат.
Финальный этап
Когда смесь уплотнится, остается выплавить воск и залить в освободившееся пространство металл. Процесс литья по выплавляемым моделям в домашних условиях лучше осуществлять с использованием сплавов, плавящихся при относительно невысоких температурах. Отлично подойдет литейный силумин (кремний + алюминий). Материал износостойкий и твердый, однако отличается хрупкостью.
После заливки расплавленного силумина ждем, когда он застынет. Затем извлекаем изделие из окопки, удаляем литник и очищаем от остатков формовочной смеси. Перед нами - практически готовая деталь (игрушка, сувенир). Дополнительно ее можно отшлифовать и отполировать. Если в канавках намертво застряли остатки литейного производства, их нужно удалить бормашиной или другим инструментом.

Литье по выплавляемым моделям: производство
Немного иначе проводится ЛВМ для изготовления ответственных деталей, имеющих сложную форму и (или) тонкие стенки. На отливку готового металлического изделия может уйти от недели до месяца.
Первый шаг - заполнить воском форму. На предприятиях для этого часто применяют алюминиевую изложницу (аналог рассматриваемой выше силиконовой пресс-формы) - полость, имеющую форму детали. На выходе получают восковую модель чуть больших размеров, чем конечная деталь.
Далее модель послужит основой для керамической пресс-формы. Она также должна быть чуть больше итоговой детали, так как металл после остывания сожмется. Затем, используя горячий паяльник, к восковой модели припаивают специальную литниковую систему (также из воска), по которой раскаленный металл польется в полости формы.
Изготовление керамической пресс-формы
Далее восковую конструкцию опускают в жидкий керамический раствор, называемый шликером. Делается это вручную, дабы избежать дефектов в отливке. Для прочности шликера керамический слой укрепляют напылением мелкого циркониевого песка. Только после этого заготовку «доверяют» автоматике: специальные механизмы продолжают поэтапный процесс напыления более крупного песка. Работы продолжаются, пока керамо-песчаный прочный слой не достигнет заданной толщины (как правило, 7 мм). На автоматизированных производствах на это уходит 5 дней.
Литье
Теперь заготовка готова для выплавления воска из пресс-формы. Ее помещают на 10 минут в автоклав, заполненный горячим паром. Воск растапливается и из оболочки полностью вытекает. На выходе получаем керамическую форму, полностью повторяющую форму детали.
Когда керамо-песчаная форма затвердеет, проводят литье металлов по выплавляемым моделям. Предварительно форму нагревают 2-3 часа в печи, дабы она не потрескалась при заливке раскаленных до 1200 ˚C металлов (сплавов).
В полость формы поступает расплавленный металл, который в дальнейшем оставляют остывать и твердеть постепенно, при комнатной температуре. Для остывания алюминия и его сплавов требуется 2 часа, для сталей (чугуна) - 4-5 часов.

Финишная обработка
Собственно литье по выплавляемым моделям на этом заканчивается. После застывания металла заготовку помещают в специальную вибромашину. От щадящей вибрации керамическая основа растрескивается и осыпается, металлическое же изделие своей формы не меняет. В дальнейшем проходит окончательная обработка металлической заготовки. Вначале отпиливают систему заливки металла, а место ее контакта с основной деталью тщательно шлифуют.
В завершение контролеры проверяют, чтобы размеры изделия соответствовали заданным на чертеже. Алюминиевые детали измеряют холодными (при комнатной температуре), стальные предварительно нагревают в печи. Специалисты используют для контрольно-измерительных работ различные инструменты: от простых шаблонов до сложных электронных и оптических систем. Если выявляется несоответствие параметрам, деталь либо направляют на доработку (исправимый брак), либо на переплавку (неустранимый брак).
Литниковая система
Конструкция литниково-питающей системы играет в ЛВМ ведущую роль. Это связано с тем, что она выполняет три функции:
- При изготовлении оболочек литейных форм и блока моделей литниковые системы являются несущими конструкциями, удерживающими на себе оболочку и модели.
- Через систему каналов литника жидкий металл при заливке подводится к отливке.
- При затвердевании система выполняет функцию прибыли (питающего элемента, компенсирующего усадку металла).
Оболочка отливки
В процессе ЛВМ ключевым является создание слоев оболочки формы. Процесс изготовления оболочки состоит в следующем. На поверхность блока моделей, чаще всего окунанием, наносят сплошную тонкую пленку суспензии, которую далее обсыпают песком. Суспензия, налипая на поверхность модели, точно воспроизводит ее форму, а песок обсыпки внедряется в суспензию, смачивается ею и фиксирует состав в виде тонкого облицовочного (первого или рабочего) слоя. Образуемая кварцевым песком нерабочая шероховатая поверхность оболочки способствует хорошему сцеплению последующих слоев суспензии с предыдущими.
Важными показателями, определяющими прочность формы, являются вязкость и жидкотекучесть суспензии. Вязкость можно регулировать введением определенного количества наполнителя (наполненностью). При этом с увеличением наполненности состава толщина прослоек связующего раствора между частицами порошка уменьшается, снижается усадка и вызываемые ею негативные эффекты, а также повышаются прочностные свойства оболочки формы.
Используемые материалы
Материалы для изготовления оболочки подразделяются на следующие группы: материалы основы, связующие, растворители и добавки. К первым относятся пылевидные, применяемые для приготовления суспензий, и пески, предназначенные для ее обсыпки. Ими служат кварц, шамот, циркон, магнезит, высокоглиноземистый шамот, электрокорунд, хромомагнезит и другие. Широко используется кварц. Некоторые материалы основы оболочки получают в готовом к употреблению виде, а другие предварительно сушат, прокаливают, размалывают, просеивают. Существенным недостатком кварца являются его полиморфные превращения, которые протекают при изменении температуры и сопровождаются резким изменением объема, в итоге приводящим к растрескиванию и разрушению оболочки.
Плавный подогрев форм с целью снижения вероятности растрескивания, который проводят в опорном наполнителе, способствует увеличению длительности технологического процесса и дополнительным энергетическим затратам. Одним из вариантов снижения растрескивания в ходе прокаливания является замена пылевидного кварцевого песка как наполнителя на диспергированный кварцевый песок полифракционного состава. При этом улучшаются реологические свойства суспензии, повышается трещиноустойчивость форм и снижается брак по засорам и пробою оболочек.
Вывод
Метод ЛВМ получил широчайшее распространение. Его применяют для получения сложных деталей в машиностроении, при производстве оружия, сантехники, сувенирной продукции. Для изготовления украшений из драгоценных металлов используют ювелирное литье по выплавляемым моделям.
Но сама по себе плавка алюминия не является самоцелью. Наша цель - отливка деталей из алюминия, а для этого нужно сперва изготовить так называемую литейную форму. Литейные формы для литья алюминия могут изготавливаться из множества различных материалов. На промышленных предприятиях для крупносерийного производства обычно применяют металлические литейные формы, но изготовить такую в домашних условиях своими руками крайне проблематично, особенно для сложной детали. Поэтому самым благодарным материалом для изготовления литейных форм для литья алюминия в домашних условиях является гипс. Именно о нем и пойдет речь в данной статье.
Подходящий гипс для самостоятельного изготовления литейных форм можно найти практически на любом строительном рынке или даже в хозяйственном магазине по доступной цене. Наилучшей маркой гипса является Г-16, но это уже скульптурный гипс, и найти его трудно. В магазинах обычно можно найти белый гипс марки Г-7. Стоит, однако, предупредить, что вместо гипса вам могут предложить алебастр. Алебастр не подходит для изготовления форм для литья алюминия! Нужен именно белый гипс .

Итак, все, что нам потребуется для изготовления нашей первой литейной формы - это гипс Г-7 (для начала хватит даже мешка 3 кг), пачка обычного пластилина из детского магазина, немного плотного картона и скотч, а также небольшие листы оргстекла или какого-либо пластика для изготовления опалубки (подойдет даже ламинированная ДСП или фанера; главное, чтобы гипс хорошо от нее отходил). Также нам потребуется несколько парафиновых/стеариновых (или из чего их там делают) свечей для изготовления модели самой детали, которую мы будем отливать из алюминия. Я купил себе целый пакет (штук 20, наверное) свечей в соседнем хозяйственном магазине.
Материалами запаслись - приступаем к делу. Сперва нужно изготовить модель нашей детали, для которой мы будем делать литейную форму. Модель детали - это точная копия будущей детали из алюминия , только сделанная из другого материала. Самый простой и доступный способ - вырезать модель детали из парафина/стеарина (в общем, из растопленной свечки). Этот материал вполне неплохо держит форму и очень легко обрабатывается любым инструментом. Кладем нужное количество свечей в обрезанную сверху банку и заправляем все это в муфельную печь .
 Надо сказать, что процесс растопки свечей в 4-ех киловаттной муфельной печи без терморегулятора - это тот еще геморрой! Нужно сидеть и постоянно
включать и выключать печку, чтобы спираль ТЭНа не успела разогреться до 1000°C.
Настоятельно рекомендую - обзаведитесь терморегулятором для своей муфельной печи - сэкономьте электроэнергию, а главное - свои нервы!
Надо сказать, что процесс растопки свечей в 4-ех киловаттной муфельной печи без терморегулятора - это тот еще геморрой! Нужно сидеть и постоянно
включать и выключать печку, чтобы спираль ТЭНа не успела разогреться до 1000°C.
Настоятельно рекомендую - обзаведитесь терморегулятором для своей муфельной печи - сэкономьте электроэнергию, а главное - свои нервы!
Надо сказать, что процесс растопки свечей в 4-ех киловаттной муфельной печи без терморегулятора - это тот еще геморрой! Нужно сидеть и постоянно включать и выключать печку, чтобы спираль ТЭНа не успела разогреться до 1000°C. Настоятельно рекомендую - обзаведитесь терморегулятором для своей муфельной печи - сэкономьте электроэнергию, а главное - свои нервы!
После того, как свечи расплавятся, вынимаем банку из муфельной печи и даем ей немного остыть. Свечи сейчас слишком горячие и слишком жидкие - как водичка. Они будут оставаться жидкими и при более низкой температуре, а пока они остывают, мы как раз успеем изготовить из картона коробочку, в которую выльем наш парафин/стеарин. Стенки коробочки плотненько обматываем скотчем, чтобы она случайно не раскрылась. Стараемся заклеить все щели, иначе вся наша свечка вытечет через них. Если это случится, то соскребаем свечку с пола и плавим ее заново в нашей муфельной печи . Не беда, если в свечку попадет мусор - он весь осядет на дне пивной банки.
Выливаем расплавленные свечи в нашу картонную форму и даем ей остыть. Остывает свеча очень долго. Даже если кажется, что все затвердело, внутри парафин/стеарин может быть еще жидким. Я заливал свечу вечером и лишь на следующее утро приступал к изготовлению модели детали. Хотя, конечно, все зависит от размеров.

Также нужно помнить, что при застывании свечи дают очень заметную усадку. Посреди формы образуется глубокая воронка. Поэтому растапливайте свечи с большим запасом, потому как очень многое потом придется обрезать для получения ровного прямоугольного брусочка.
Получив таким образом парафиновый кирпичик, можно приступать к изготовлению модели нашей будущей детали. Т.к. парафин очень мягкий, то его можно резать даже детскими пластмассовыми резцами, которые можно купить в магазине игрушек рядом с пластилином и пластиком для лепки. Также незаменим в этом деле обычный ножичек.

Сразу хочу предупредить, что процесс вытачивания модели будущей алюминиевой детали из парафина вручную крайне трудоемкий и требует большой выдержки и сноровки. И даже счастливые обладатели прямых рук, потратив целый день на выпиливание, могут быть слегка разочарованы - точную деталь вручную вырезать практически нереально! Если же вы хотите изготовить некую скульптурную композицию, то тогда ручной труд оправдан, ведь вы вкладываете в изделие частицу своей души, да и природа не терпит прямых линий. Однако для изготовления алюминиевых деталей технического назначения лучше использовать более точную технику. Например настольный станок с ЧПУ (числовым программным управлением), который способен вытачивать сложнейшие детали с высокой точностью. Все, что от вас потребуется - это просто нарисовать деталь на компьютере.

Получив парафиновую модель нашей будущей детали, мы, наконец, приступаем к изготовлению литейной формы для литья детали из алюминия. Для этого вокруг модели нужно сгородить опалубку из листов оргстекла, склеив их пластилином и промазав им же все швы.

На дно получившегося «аквариума» помещается модель детали. Очень желательно ее также прикрепить ко дну небольшим пластилиновым шариком, иначе выливаемый в опалубку раствор гипса может сместить модель, и форма получится кривая (у меня сперва так и получилось).

Все готово к заливке гипса. Замешивать гипс можно в старой кастрюле. Воды нужно добавить ровно столько, чтобы получить консистенцию очень жидкой сметаны или кефира. Помним, что гипс очень быстро начинает схватываться, поэтому делать все нужно достаточно бодро. Важно точно прикинуть количество гипсового порошка, чтобы при заливке наша модель полностью погрузилась в гипс. Если не хватит раствора, то домешивать и доливать крайне не желательно. Форма тогда получится неоднородной, а то и вовсе развалится. Лучше сразу намесить немного лишнего - гипс не такой дорогой, чтобы его экономить.

Итак, выливаем гипсовый раствор в недра нашей опалубки. Для наглядности я прилепил сбоку небольшую пластилиновую полоску, чтобы было видно, до какого уровня нужно заливать гипс. После заливки нужно хорошенько потрясти «аквариум», чтобы из раствора вышли лишние пузыри и гипс заполнил все полости и закутки нашей парафиновой модели. Некоторые для этого используют специальный вибрационный стол. Для его изготовления подойдет обычный электродвигатель с болванкой на валу, установленной со смещением центра тяжести. Но я просто потряс опалубку руками, т.к. делать вибростол мне пока лень, да и нет времени.

Гипс уже через несколько минут начинает схватываться, поэтому слишком долго трясти нельзя. Отвердевающий гипс начинает нагреваться под действием химической реакции. Разбирать опалубку можно уже тогда, когда этот нагрев пойдет на спад. Но лучше не торопиться и просто подождать, когда поверхность гипса остынет - это не займет много времени.
После разборки опалубки края получившейся литейной гипсовой формы желательно обработать ножиком, чтобы они приняли гладкую округлую форму.

Следующим этапом в изготовлении гипсовой литейной формы будет вытапливание парафина/стеарина, который остался закован в гипсе. Для этого можно гипс разогреть до температуры плавления свечки, и она вытечет в поддон, на который необходимо положить форму. Но есть более надежный способ, хотя и не самый «чистый» - кипячение гипсовой формы в воде, при котором весь парафин/стеарин всплывает на поверхность воды, как жир в супе. Этот способ практически исключает неполное вытапливание свечки и полностью очищает внутреннюю поверхность гипсовой формы от парафина/стеарина, однако мыть потом кастрюлю замотаешься!
После вытапливания свечки гипсовую форму можно сразу начинать активно сушить. Для сушки гипсовых форм можно воспользоваться обычной кухонной духовкой или же использовать муфельную печь, но только исключительно с терморегулятором! Если сушить гипсовые литейные формы в муфельной печи без терморегулятора, то тонкие части формы могут попросту перегореть и осыпаться, как показано на рисунке ниже.

В общем, в работе со своей муфельной печью я неоднократно убедился, что без хорошего терморегулятора мне не обойтись. Именно поэтому первое изделие, которое я решил выплавить из алюминия - это корпус для терморегулятора муфельной печи, который будет одновременно радиатором для силовых симисторов, управляющих ТЭНами.
Как бы то ни было, но моя первая гипсовая форма длялитья алюминия готова. Позднее я подробнее расскажу о тех граблях, которые возникают при литье алюминия в гипсовые формы, по которым мне лично довелось пройтись. Надеюсь, это поможет вам избежать моих ошибок.
Дополнение.
На практике делать формы из чистого гипса нельзя! Дело в том, что в затвердевшем гипсе на молекулярном уровне заперта вода, которую никаким нагреванием не выпарить. При заливке алюминия в такую гипсовую форму вода начинает в любом случае высвобождаться и алюминий начинает бурлить, что сильно портит выплавляемую деталь.

На фото видно, что из абсолютно сухой (на вид) формы сразу после заливки начинает сочиться вода и идти пар. Это может быть очень опасно, если вы забыли надеть защитные очки. Алюминий также начинает булькать и выплескиваться из формы. А далее видна отлитая с таким бурлением деталь. Газы в итоге не только испортили поверхность, но и проделали довольно большую воронку. Кроме того, если сделать надпил в такой детали, то мы также сможем столкнуться со следами внутренней газификации алюминия - большое число раковин, неравномерная структура. Одним словом - брак. Такое годится только для не ответственных деталей, там, где потом можно зашпатлевать и закрасить.

А вот и рецепт, который позволит избежать такого нежелательного эффекта: при замесе гипсового раствора нужно просто добавить 50% мелкого песка .
По материалам: Dimanjy. http://tech.dimanjy.com
На заводе "РОСАЛ" используются несколько технологий, которые хорошо зарекомендовали себя в производстве алюминиевых сплавов по всей России. Они позволяют нам получать как единичные отливки, так и наладить серийный выпуск деталей из алюминия под заказ.Вспомогательная информация.
Литьё алюминия и алюминиевых сплавов в кокиль
Кокиль представляет собой форму многоразового использования (до 10 000 заливок) и идеально подходит для организации серийного и крупносерийного производства. Основные операции и процессы: очистка кокиля от старой облицовки, прогрев его до 200-300°С, покрытие рабочей полости новым слоем облицовки, установка стержней, закрывание частей кокиля, заливка металла, охлаждение и удаление готовой отливки. Общие требования к отливкам, получаемых в кокилях, - это обтекаемая конфигурация без острых углов, резких переходов от одной поверхности к другой, без высоких ребер и выступов, глубоких отверстий и карманов.- Минимально допустимая толщина стенок алюминиевых отливок – 3 мм;
- Масса производимых алюминиевых отливок – от 20 г до 50 кг;
- Шероховатость поверхности отливок согласно ГОСТ 2789-73 Ra = 4 - 20 мкм;
- Класс точности получаемых алюминиевых отливок по ГОСТ Р 53464-2009: 6-10.

Литье алюминия и сплавов алюминия под давлением
Литье под давлением позволяет получать тонкостенные отливки различной формы и конфигурации с качественным рельефом поверхности практически не требующим механической обработки. Высокая скорость теплоотдачи от отливки к пресс-форме обусловливает необходимость быстрого заполнения (менее 0,1 с.) последней. Такое заполнение обеспечивают специальные литейные машины А711А08, которыми оснащено производство "РОСАЛ". В данных машинах залитый в камеру прессования расплав алюминия под большим давлением (30…100 мн.) и с высокой скоростью (до 100 м/с.) запрессовывается в пресс-форму. Высокие скорости впускного потока способствуют качественному оформлению рельефа отливки.- Минимальная допустимая толщина стенок алюминиевых отливок – 0,8-1,2 мм;
- Масса производимых алюминиевых отливок – от 5 г до 12 кг;
- Шероховатость поверхности отливок согласно ГОСТ 2789-73 Ra = 3,2-10 мкм;
- Класс точности получаемых алюминиевых отливок по ГОСТ Р 53464-2009: 3-8.
 На нашем производстве мы используем различные сплавы алюминия, каждый из которых обладает своими особенными характеристиками и требует соблюдения определённых правил литья. Сплавы на основе алюминия представляют собой сложные системы из двух и более металлов. В алюминиевых сплавах может присутствовать кремний, медь, магний, цинк. Ниже указаны примеры сплавов алюминия, которые могут использоваться для производства разных деталей: Сплав – система алюминий-магний: АМг6л, АМг7 (АЛ29);
Сплав – система алюминий-кремний-магний: АК7, АК12, АК7ч (АЛ9), АК8л, АК9ч;
Сплав – система алюминий-медь-магний: Д16 (дюралюминий);
Сплав – система алюминий-кремний-медь: АК5М, АК6М2;
Сплав – система алюминий-медь: АМ5 (АЛ5); Возможно изготовление изделий из сплавов алюминия, предложенных заказчиком. Для моделирования литейных процессов используются программы SolidWorks и Pro/ENGINEER. Отливки запускаются в производство только после получения результатов моделирования, подтверждающих, что разработанная литейная технология гарантирует отсутствие каких-либо литейных дефектов. Для литья применяются алюминиевые сплавы в чушках с гарантированным химическим составом ГОСТ 11069-2001, ГОСТ 1583-93; Во время плавления сплавов алюминия производится очистка специальными флюсами, рафинирование спец присадками, и осуществляется продувка инертным газом. Основные процессы производственного цикла литья автоматизированы, что исключает ошибки ручного производства.
На нашем производстве мы используем различные сплавы алюминия, каждый из которых обладает своими особенными характеристиками и требует соблюдения определённых правил литья. Сплавы на основе алюминия представляют собой сложные системы из двух и более металлов. В алюминиевых сплавах может присутствовать кремний, медь, магний, цинк. Ниже указаны примеры сплавов алюминия, которые могут использоваться для производства разных деталей: Сплав – система алюминий-магний: АМг6л, АМг7 (АЛ29);
Сплав – система алюминий-кремний-магний: АК7, АК12, АК7ч (АЛ9), АК8л, АК9ч;
Сплав – система алюминий-медь-магний: Д16 (дюралюминий);
Сплав – система алюминий-кремний-медь: АК5М, АК6М2;
Сплав – система алюминий-медь: АМ5 (АЛ5); Возможно изготовление изделий из сплавов алюминия, предложенных заказчиком. Для моделирования литейных процессов используются программы SolidWorks и Pro/ENGINEER. Отливки запускаются в производство только после получения результатов моделирования, подтверждающих, что разработанная литейная технология гарантирует отсутствие каких-либо литейных дефектов. Для литья применяются алюминиевые сплавы в чушках с гарантированным химическим составом ГОСТ 11069-2001, ГОСТ 1583-93; Во время плавления сплавов алюминия производится очистка специальными флюсами, рафинирование спец присадками, и осуществляется продувка инертным газом. Основные процессы производственного цикла литья автоматизированы, что исключает ошибки ручного производства. 






